+86 139 2233 0292

















Detailed Explanation of Mühlbauer Smart Card/RFID Equipment Working Head and Control System Board
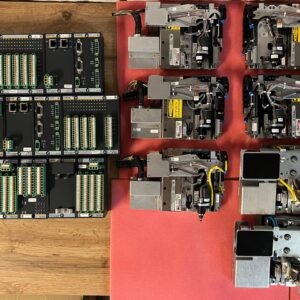
“Mühlbauer” is the common name for Mühlbauer, a leading global manufacturer of smart card and RFID tag production equipment. The image shows the execution working head of its core production equipment and the Bachmann M1 series industrial control board.
Share to:
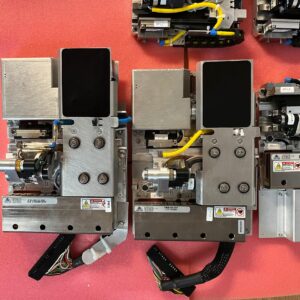
I. Core Execution Unit: Mühlbauer Equipment Working Head
1. Model and Functional Positioning
The nameplate on the working head in the image is labeled Anorad LEU-3D-120. This is the core pick-and-place/bonding working head of Mühlbauer’s DDA series (such as DDA40K, DDA40000) RFID direct bonding/attaching equipment. It acts as the equipment’s “robotic arm,” responsible for core processes such as chip pickup, precise alignment, and bonding.
Core Function: 3-axis high-precision motion control, achieving micron-level alignment and bonding between the chip and antenna. It is the core execution component in RFID inlay production.
Key markings: Some working heads bear the warning: “WARNING: Do not turn the tool shaft manually,” indicating that they integrate a precision servo motor and transmission mechanism, and manual operation is prohibited.
Structural features: Integrating a servo motor, pneumatic piping, sensor wiring harness, cable chain, etc., it is a mechatronic precision execution module.
2. Workhead Classification and Application
From an appearance perspective, they can be divided into two categories:
Table Type Features Application Scenarios
With Black Cover Plate Left side: 2 workheads, with black closed cover plate, PRN marking High-precision chip pick-and-place/bonding station, integrated vision positioning module
Open Structure Type Other workheads, with yellow warning label, exposed transmission structure Conventional SMT/bonding station, adaptable to different production capacity requirements
II. Control System Core: Bachmann M1 Series Industrial Control Board
1. Core Main Control Module: MPC270
Model: Bachmann MPC270 (Austrian Bachmann Industrial Controller)
Positioning: The main controller CPU module of the Newleopard equipment, the “brain” of the entire equipment.
Interface Configuration: 2 Ethernet ports (ETH1/ETH2), 2 RS232 serial ports, 1 USB port, supporting industrial real-time Ethernet communication for motion control, logic operations, and equipment status monitoring.
Technical Features: Designed specifically for industrial automation, offering high reliability and strong real-time performance, and adaptable to the multi-axis motion control needs of Newleopard equipment.
2. Supporting I/O and Functional Modules (Full Model List)
Table: Module Model | Functional Positioning | Core Role
AIO288 | Analog Input/Output Module | Acquires sensor signals, controls analog actuators (e.g., pneumatic pressure, temperature)
DIO216/DIO264/DIO280 | Digital Input/Output Module | Controls solenoid valves, motor start/stop, sensor signal acquisition, and realizes equipment logic control
BEM211/BES212N | Bus Expansion/Ethernet Module | Expands equipment communication interfaces, enabling distributed control of multiple stations and modules
ISI222/8 | Incremental Encoder Interface Module | Acquires servo motor encoder signals, enabling high-precision position closed-loop control
NT255 | Power Supply Module | Provides stable 24V DC power to the entire control system
SEM201 | Encoder/Sensor Interface Module | Expands position sensor and encoder interfaces, improving motion control accuracy
3. System Architecture
Bachmann M1 This is a modular industrial control system that integrates the main control, I/O, communication, and power modules via a backplane bus, providing Newleopard equipment with:
Multi-axis servo motion control (driving the 3-axis precision motion of the workhead)
Real-time logic control (equipment process flow, safety interlocks)
Industrial communication (linking with the host computer, vision system, and other workstations)
Status monitoring and fault diagnosis (equipment maintenance, production data acquisition)
III. Overall Equipment Application Scenarios
This workhead + board system is the core component of the Newleopard DDA40K/DDA40000 RFID direct-mount equipment, mainly used for:
Chip bonding and antenna welding of RFID electronic tags (Inlays)
Chip packaging and milling of smart cards (bank cards, ID cards, SIM cards)
High-speed roll-to-roll production, with a theoretical capacity of up to 40,000 pieces per hour, making it a mainstream high-end equipment for global RFID tag production.
IV. Supplementary Notes and Practical Information
1. Common Maintenance Points
Tool Head: Regularly clean the optical lens, lubricate the transmission mechanism, and calibrate the servo zero point. Avoid manually rotating the tool axis.
Boards: Regularly check the wiring terminals and clean the cooling fan to prevent dust and oil from entering the module.
2. Spare Parts Market Reference
New Leopard LEU-3D-120 Tool Head: (Prices vary depending on condition and functional status)
Bachmann MPC270 Main Control Module: Matching I/O module
LCX Copyright © 2026 All Rights Reserved.